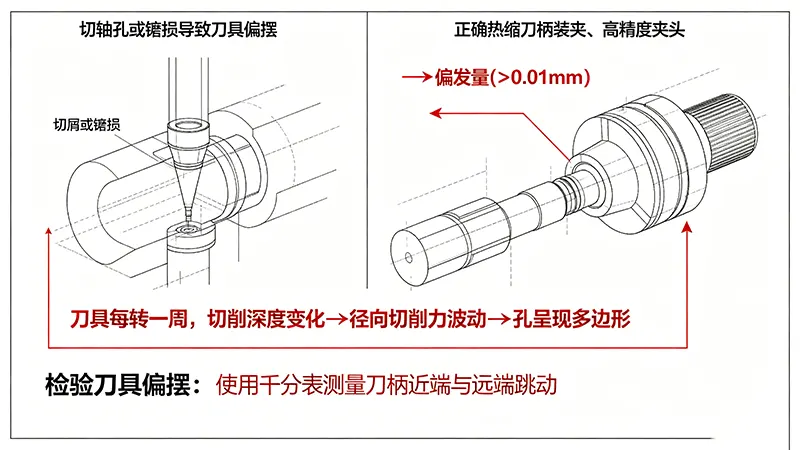
CNC加工孔不圆的直接原因是刀具旋转中心与孔的实际轮廓中心不一致,或刀具在每转中的径向切削深度发生周期性变化。常见表现有椭圆、三瓣孔、梅花孔等。本文从机床几何精度、主轴状态、刀具装夹、切削参数和工艺路径五个维度,系统分析圆度超差的成因,并提供一套可操作的分步排查方案。目录圆度误差的类型与测量方法机床几何精度与反向间隙排查主轴与刀具装夹问题切削参数对圆度的影响加工路径与进给方式优化系统化排查步骤(5步法)案例:镗孔圆度0.008mm超差的解决实录一、圆度误差的类型与测量方法图1:圆度误差的三种典型形态及其对应的加工原因圆度误差是指被测轮廓与理想圆的径向偏差。常见类型包括:椭圆(2瓣):通常由机床
更多 
CNC加工工艺流程是指从接到零件图纸到最终交付合格成品的完整技术操作链条。一个成熟的工艺流程不仅决定了零件的尺寸精度、表面质量和制造成本,也直接反映了工艺人员的工程经验与技术水平。标准工艺路线通常包括:图纸审核与工艺分析→毛坯准备与夹具设计→刀具选型与CAM编程→程序仿真与首件试切→批量加工与过程检测→清洗、去毛刺与终检。本文将对每个环节进行技术解读,帮助读者建立系统化的工艺思维。目录标准工艺流程概览图纸分析:从设计到制造的可制造性评估工艺规划:工序顺序与基准选择夹具与毛坯准备刀具选型与切削参数优化CAM编程与程序仿真验证加工执行与过程检测后处理与交付一、标准工艺流程概览图1:标准CNC加工工
更多 
高刚性零件加工是机械制造领域的高阶挑战。这类零件通常采用淬硬钢、钛合金、高温合金等难加工材料,硬度高(HRC40-55)、切削力大(单位切削力可达2500-3000MPa),对机床刚性、刀具抗冲击性以及工艺稳定性提出了极为严苛的要求。与常规加工不同,高刚性零件加工的核心矛盾在于“高强度切削力”与“加工系统刚性”的对抗——任何环节的刚性不足都会直接导致让刀、振纹、尺寸超差甚至刀具崩刃。本文从装备基础、刀具策略、工艺参数、夹具设计、检测验证五个维度,系统解析高刚性零件的加工技术要点。目录装备基础:高刚性机床的核心要素刀具策略:抗冲击、耐磨损、高刚性工艺参数:效率与精度的平衡夹具设计:从装夹源头控制
更多 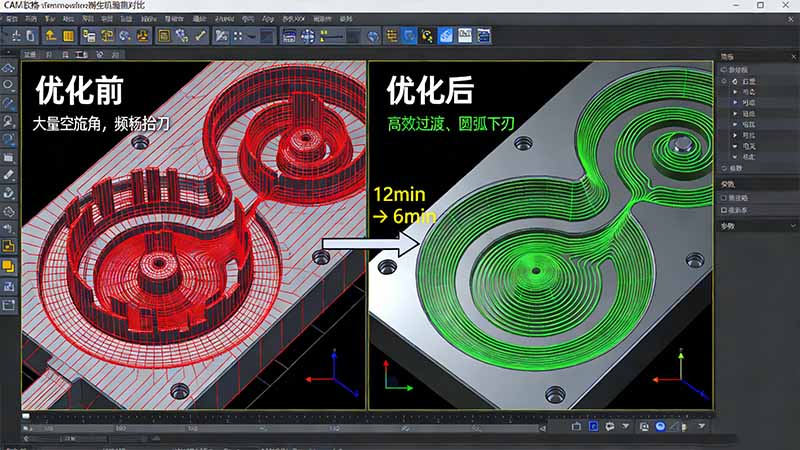
在CNC加工生产中,刀具路径如同零件加工的“规划路线”,其合理性直接关系到加工效率、刀具寿命与零件质量。不合理的刀具路径可能导致空行程耗时久、切削力不稳定、表面精度不达标,进而增加生产成本与返工概率。合理的刀路优化可在不增加设备投入的前提下,将加工效率提升30%以上,同时延长刀具寿命20%-50%。本文从技术维度系统解析刀路优化的核心策略、常见误区与CAM软件实战技巧。目录刀路优化的核心目标五大核心优化策略高效加工实战技巧CAM软件实用技巧常见误区与解决方案刀路优化的核心目标刀路优化的本质,是在保障零件加工精度与表面质量的基础上,尽可能缩短加工时长、降低刀具损耗。这一目标可细化为三个维度:1.
更多 
在五轴CNC机加工结构件时,通常使用以下类型的刀具: 平面铣刀:用于在水平面上切削,进行表面平整和平面加工。 立铣刀:用于在垂直方向进行切削,例如侧面加工和开槽。 镗刀:用于加工圆孔,保证孔的精度和质量。 铰刀:用于加工内螺纹或外螺纹。 圆柱刀:用于倾斜切削和曲面加工。 长颈刀:用于加工深孔或者难以到达的部位。 球头刀:用于球面加工和倒角。 T型刀:用于开槽和切割。 这些刀具的使用,使得五轴CNC机能够实现复杂形状的结构件加工,提高加工效率和加工质量。在使用刀具时,需要根据具体的加工要求和材料特性,选择合适的刀具类型、尺寸和切削参数,以确保加工过程的稳定性和工件的精度。
更多 






















