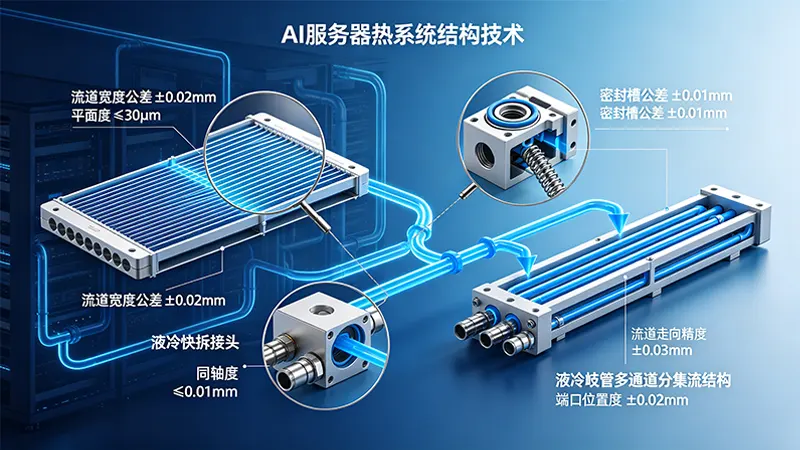
液冷散热核心部件加工的精密度直接影响散热效率与系统可靠性。AI大模型训练与推理需求呈指数级增长,单颗AI芯片热流密度已突破千瓦级。液冷系统核心部件如液冷板、快拆接头、液冷歧管的CNC加工精度要求极高——微通道流道公差±0.02mm、密封槽公差±0.01mm、基板平面度≤30μm。本文从材料选型、工艺难点、加工流程到质量检测,系统解析液冷散热核心部件的精密加工技术。目录液冷散热核心部件与精度要求材料选型:铝合金、铜合金与不锈钢水冷板CNC加工:流道成型与平面度控制快拆接头精密加工:走心机与密封槽控制液冷歧管加工:多通道精度控制焊接工艺:真空钎焊与密封检测质量检测与泄漏测试标准常见问题解答一、液冷
更多 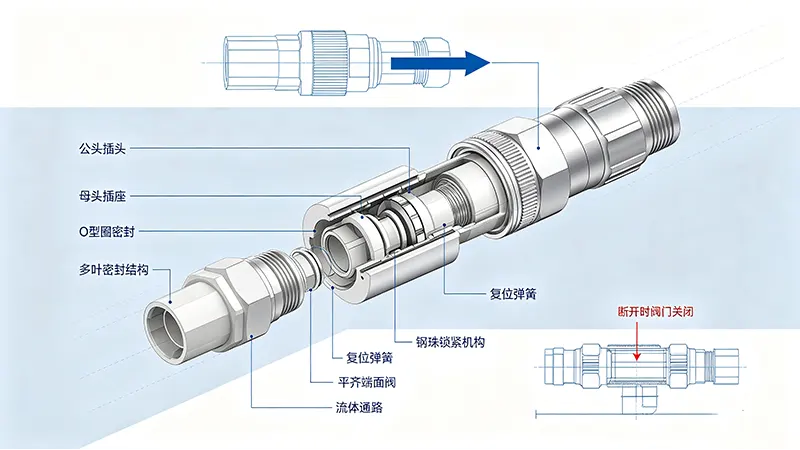
液冷快拆接头(Quick Disconnect Coupling,简称QD)是液冷散热系统中实现管路快速连接与断开的硬件组件。它在AI服务器、数据中心、超级计算机等高功耗设备的液冷系统中扮演着“安全阀门”的角色——既要保证冷却液在连接状态下畅通无阻地流动,又要在断开时实现无泄漏切断,保护服务器内部精密电子元件不受液体侵害。高功率机柜的冷板、快接头机械强度要求高,高精密的CNC机加工是目前的主流方案。本文从结构原理、材料选型、CNC加工工艺到泄漏测试标准,系统解析液冷快拆接头的技术要点与质量保障方案。目录结构与工作原理:从连接到断开的安全逻辑主流类型:UQD、盲插式与干
更多 
AI大模型训练与推理需求呈指数级增长,单颗AI芯片热流密度已突破千瓦级,传统风冷散热逼近物理极限,液冷技术从“锦上添花”转变为“刚需标配”。液冷散热核心部件如液冷板、快接头需要数控机床加工,且对加工的“精度、效率”要求较高。微流道窄槽、薄壁密封面、复杂仿生流道对CNC加工提出微米级公差、高光洁表面、稳定量产三重严苛考验。本文从材料选型、CNC加工难点、工艺链设计到质量检测,系统解析AI算力水冷板精密加工的技术路径与量产方案。目录AI算力爆发:液冷散热的刚性需求水冷板的结构演进与精度要求材料选型:铝合金、铜合金与复合材
更多 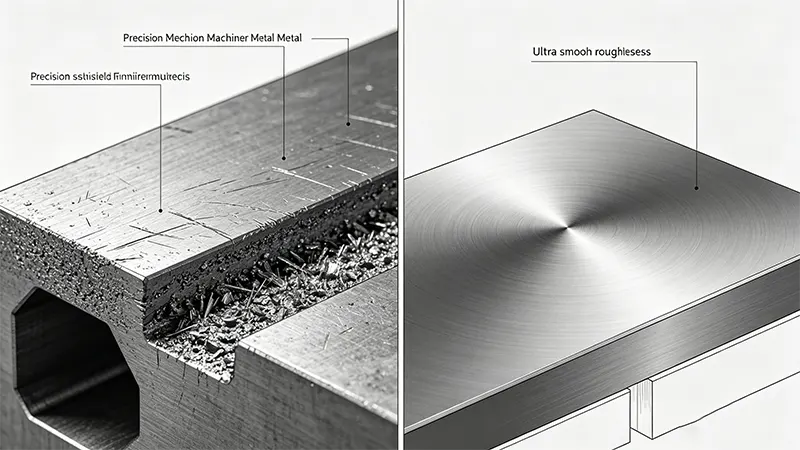
机器人关节的核心部件——谐波减速器柔轮、交叉滚子轴承、RV减速器摆线轮——在循环载荷下工作,其表面质量直接影响疲劳寿命和传动精度。研究表明,表面粗糙度从Ra0.1μm恶化到Ra0.4μm,疲劳寿命可降低50%以上;而深度仅5μm的划痕或磨削烧伤,可能使局部应力集中系数达到3-5倍,成为早期疲劳裂纹的起源。本文从微米级瑕疵的失效机理出发,系统解析表面质量对机器人关节寿命的影响及工艺控制策略。目录微米级瑕疵的类型与成因疲劳失效机理:从微缺陷到宏观裂纹对轴承类部件寿命的影响对谐波减速器柔轮寿命的影响精密加工中的表面质量控制表面强化工艺方案微米级瑕疵检测方法工程案例与数据一、微米级瑕疵的类型与成因图1
更多 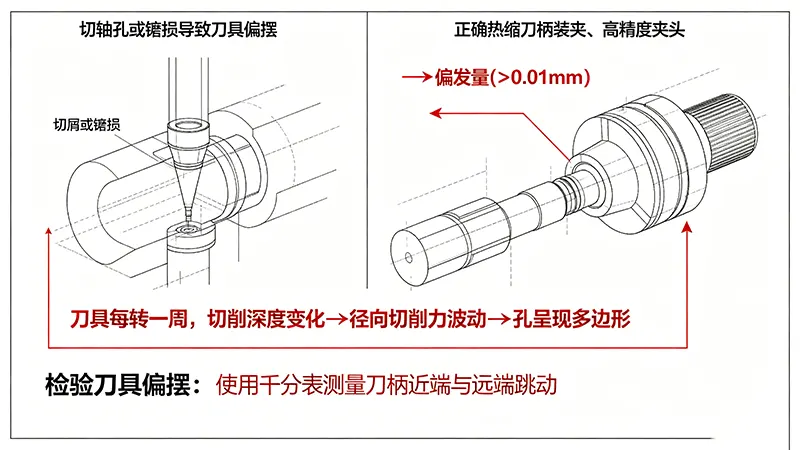
CNC加工孔不圆的直接原因是刀具旋转中心与孔的实际轮廓中心不一致,或刀具在每转中的径向切削深度发生周期性变化。常见表现有椭圆、三瓣孔、梅花孔等。本文从机床几何精度、主轴状态、刀具装夹、切削参数和工艺路径五个维度,系统分析圆度超差的成因,并提供一套可操作的分步排查方案。目录圆度误差的类型与测量方法机床几何精度与反向间隙排查主轴与刀具装夹问题切削参数对圆度的影响加工路径与进给方式优化系统化排查步骤(5步法)案例:镗孔圆度0.008mm超差的解决实录一、圆度误差的类型与测量方法图1:圆度误差的三种典型形态及其对应的加工原因圆度误差是指被测轮廓与理想圆的径向偏差。常见类型包括:椭圆(2瓣):通常由机床
更多 






















