聚诚精密可提供50多种金属和塑胶材料的手板定制服务,塑胶加工中超过28种工程级材料可用于CNC塑胶手板加工,生产完成的塑胶手板件为100%功能状态,可满足机械测试的需求。
常用塑胶手板材料包括ABS、PVC、PMMA、PA/尼龙、HDPE、PP、POM、PEEK等,支持从打样到小批量的手板加工订单,最小起订量1PC,标准公差遵循ISO2768-塑料零件标准,交货周期最快2天。
| 数量 | 精度 | 交货时间 | 材料 |
| MOQ:1PC. | 标准公差:ISO2768-塑料零件 | 2天 | ABS - (天然/黑色/阻燃) |
| PVC-(黑/白色) | |||
| PC /聚碳酸酯 - (透明/黑色) | |||
| PMMA /丙烯酸 - (透明/黑色) | |||
| PA /尼龙 - (天然/黑/ 30%GF) | |||
| HDPE-(黑/白) | |||
| PP /聚丙烯 - (天然/黑/ 20%GF) | |||
| POM(Delrin) | |||
| PVC-(黑/白色) | |||
| PEEK-(天然/米色/白色) | |||
| PPS | |||
| HDPE | |||
| PU |

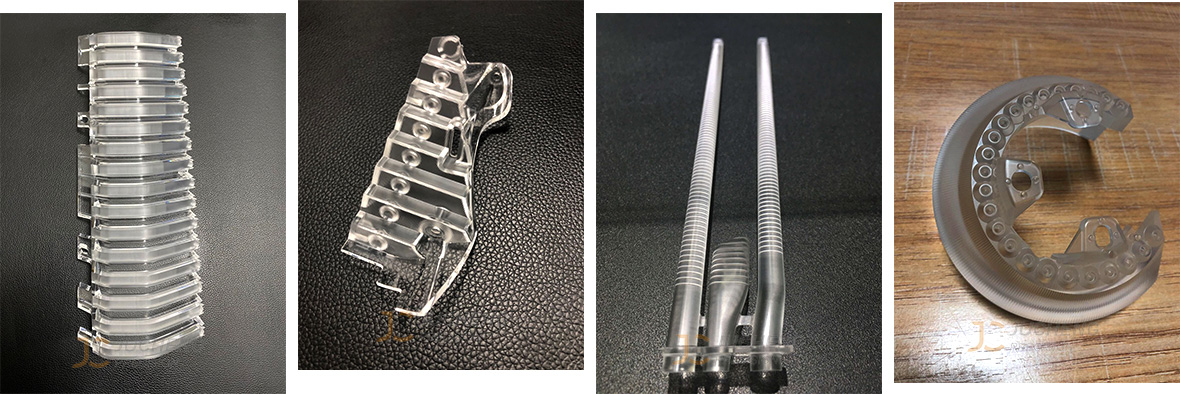
透明和光学原型通常由透明丙烯酸(PMMA)和聚碳酸酯(PC)制成,适用于汽车照明部件、家电、压缩机和显示器零件等光学手板件。我们提供CNC加工、真空铸造和注塑等技术,可实现从1件到10000件的手板定制。
通过成熟的抛光技术,PMMA材料可实现最佳清晰度和透光性,PC材料通过蒸气抛光实现更高的透明度和透射率,满足您的光学功能与审美需求。
聚诚精密的CNC手板加工服务可完成铝、不锈钢、碳素钢、合金钢、工具钢、黄铜、铜、钛、锌等各类金属手板的加工,可实现钻孔、攻丝、EDM、表面研磨和扩大金属型腔的精密加工,满足各种高挑战性的生产需求。
我们掌握CNC铝加工的特殊专业知识,以及钝化、镀锌、钛、钛合金等金属的各种表面处理工艺,金属手板件采用DIN-2768-1-FINE标准,可确保高精度与品质稳定性。
| 数量 | 精度 | 交货时间 | 材料 |
| MOQ:1PC. | 标准公差:ISO2768-FORE适用于金属部件 | 最短至4天 | 见下文 |
| 我们的CNC加工能力包括原型化、低体积定制加工,掌握CNC铝加工的特殊专业知识,涵盖镁、锌、钛、黄铜、碳钢和不锈钢等其他金属的各种表面处理工艺。 |
金属材料列表:
| 加工金属材料 | 常见类型 |
| 铝 | AL6061-T6,AL5052,AL6082,AL7075-T6,AL2024-T3,AL7050,AL5083,AL5251 |
| 不锈钢 | SS301,SS303,SS304,SS306,SS304L,SS316L,SS440C,SS420,SS2205 |
| 碳素钢 | 温和钢-118 / 1042 / A36,碳钢C45,EN8,EN16,EN24T,EN29,EN39 |
| 合金钢 | 合金钢-4140 / 4340 / 1215,1.7220,12Crmo,40cr,A34202 |
| 工具钢 | O系列,系列&D系列 |
| 模具钢 | S136,P20,420C,AISI P21,420ESR,SUS 420J2 |
| 黄铜 | C360,CZ121,CZ131,H59,H62,T2,C11000 |
| 铜 | 铜合金 |
| 钛 | 钛合金 |
| 锌 | 锌合金 |


创建概念验证手板模型,把您的创意变成现实,在产品设计过程中保持概念的落地性。

制作与真实产品几乎一致的外观手板,可在展会、营销活动中展示,供客户触摸、审视,直观呈现产品效果。

通过结构手板验证材料性能、公差、形状适配及工作机制,完善您的设计细节。

创建工程手板,验证产品的可制造性和合规性,为后续生产提供指导。

通过手板定制实现从原型到生产的过渡,促进设计迭代,减少风险并节省成本。
行业领先,承担社会责任
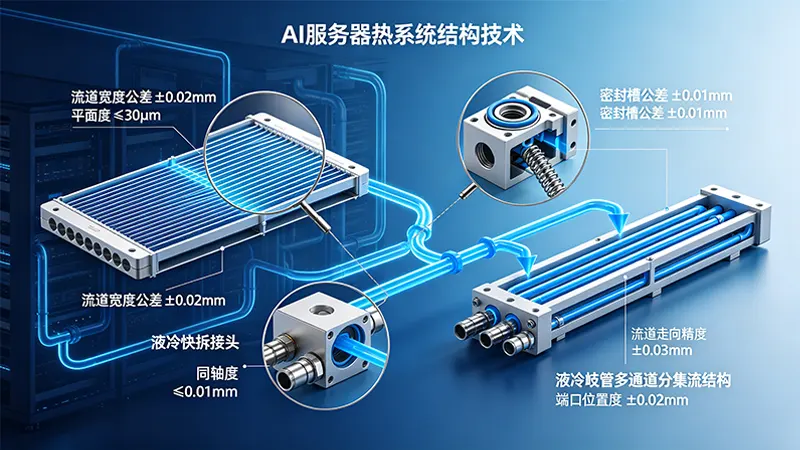
液冷散热核心部件加工的精密度直接影响散热效率与系统可靠性。AI大模型训练与推理需求呈指数级增长,单颗AI芯片热流密度已突破千瓦级。液冷系统核心部件如液冷板、快拆接头、液冷歧管的CNC加工精度要求极高——微通道流道公差±0.02mm、密封槽公差±0.01mm、基板平面度≤30μm。本文从材料选型、工艺难点、加工流程到质量检测,系统解析液冷散热核心部件的精密加工技术。目录液冷散热核心部件与精度要求材料选型:铝合金、铜合金与不锈钢水冷板CNC加工:流道成型与平面度控制快拆接头精密加工:走心机与密封槽控制液冷歧管加工:多通道精度控制焊接工艺:真空钎焊与密封检测质量检测与泄漏测试标准常见问题解答一、液冷
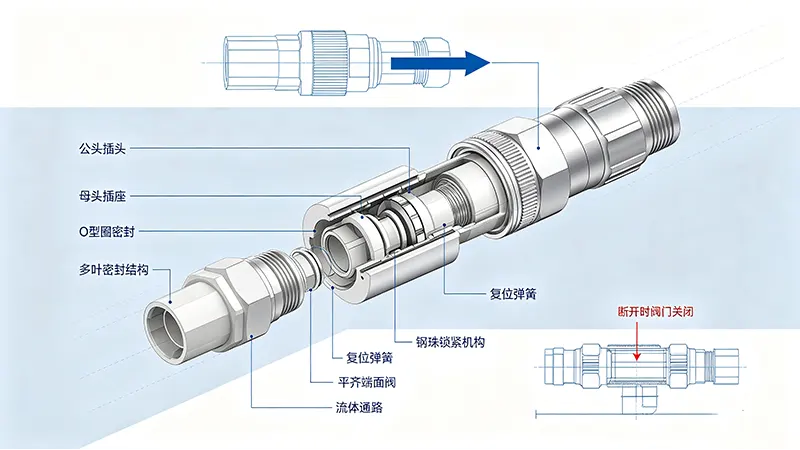
READ MORE液冷快拆接头(Quick Disconnect Coupling,简称QD)是液冷散热系统中实现管路快速连接与断开的硬件组件。它在AI服务器、数据中心、超级计算机等高功耗设备的液冷系统中扮演着“安全阀门”的角色——既要保证冷却液在连接状态下畅通无阻地流动,又要在断开时实现无泄漏切断,保护服务器内部精密电子元件不受液体侵害。高功率机柜的冷板、快接头机械强度要求高,高精密的CNC机加工是目前的主流方案。本文从结构原理、材料选型、CNC加工工艺到泄漏测试标准,系统解析液冷快拆接头的技术要点与质量保障方案。目录结构与工作原理:从连接到断开的安全逻辑主流类型:UQD、盲插式与干
READ MOREAI大模型训练与推理需求呈指数级增长,单颗AI芯片热流密度已突破千瓦级,传统风冷散热逼近物理极限,液冷技术从“锦上添花”转变为“刚需标配”。液冷散热核心部件如液冷板、快接头需要数控机床加工,且对加工的“精度、效率”要求较高。微流道窄槽、薄壁密封面、复杂仿生流道对CNC加工提出微米级公差、高光洁表面、稳定量产三重严苛考验。本文从材料选型、CNC加工难点、工艺链设计到质量检测,系统解析AI算力水冷板精密加工的技术路径与量产方案。目录AI算力爆发:液冷散热的刚性需求水冷板的结构演进与精度要求材料选型:铝合金、铜合金与复合材
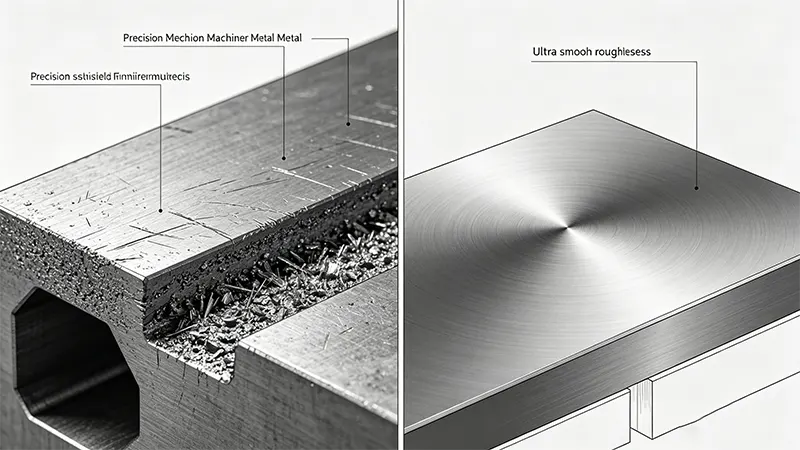
READ MORE机器人关节的核心部件——谐波减速器柔轮、交叉滚子轴承、RV减速器摆线轮——在循环载荷下工作,其表面质量直接影响疲劳寿命和传动精度。研究表明,表面粗糙度从Ra0.1μm恶化到Ra0.4μm,疲劳寿命可降低50%以上;而深度仅5μm的划痕或磨削烧伤,可能使局部应力集中系数达到3-5倍,成为早期疲劳裂纹的起源。本文从微米级瑕疵的失效机理出发,系统解析表面质量对机器人关节寿命的影响及工艺控制策略。目录微米级瑕疵的类型与成因疲劳失效机理:从微缺陷到宏观裂纹对轴承类部件寿命的影响对谐波减速器柔轮寿命的影响精密加工中的表面质量控制表面强化工艺方案微米级瑕疵检测方法工程案例与数据一、微米级瑕疵的类型与成因图1
READ MORE