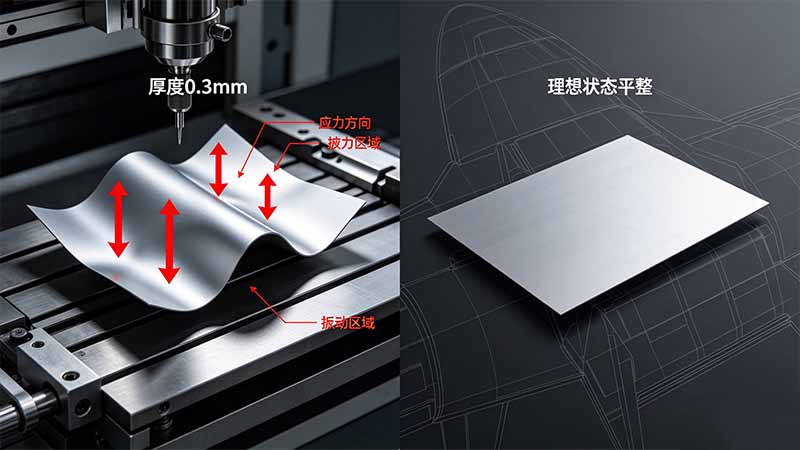
航天级超薄材料(厚度0.1-0.5mm)广泛应用于卫星蒙皮、天线反射面、隔热屏等部件,具有重量轻、比强度高的优势。然而,其CNC加工面临刚性不足、切削振动、热变形、残余应力释放等系列难题,极易导致尺寸超差和表面损伤。本文从材料特性出发,系统解析超薄材料加工的五大核心难点,并提供经过验证的解决方案。目录难点一:装夹变形与低应力固定难点二:切削振动与薄板颤振难点三:切削热与热变形控制难点四:残余应力释放与翘曲难点五:微毛刺与边缘质量控制工艺参数推荐表专用刀具选型指南检测方法与标准一、难点一:装夹变形与低应力固定图1:超薄材料需采用低应力装夹方案,真空吸盘和低温合金粘接是有效手段超薄材料厚度仅0.1
更多 
本指南针对航天级结构件的CNC加工,提供铝合金、钛合金、高温合金三类材料的工艺要点、刀具选型及质量控制方案。航天结构件工作环境极端,需承受高载荷、温度交变和振动冲击,其加工要求尺寸精度高、表面完整性好、批次一致性强。目录材料特性与加工挑战刀具选型与工艺参数薄壁件变形控制技术质量检测与过程控制一、材料特性与加工挑战图1:铝合金、钛合金、高温合金的加工难点差异显著,需针对性制定工艺1. 铝合金(7075、7050、2xxx系)航天铝合金强度高(7075-T6抗拉≥572MPa),密度低(2.7g/cm³),切削性能良好。主要挑战:薄壁结构易变形,切削时粘刀,残余应力释放导致翘曲。需使用锋利刀具、充
更多 
本文聚焦航空异形件的CNC加工工艺,介绍其在材料、设备、精度控制、数字化制造等方面的技术应用与发展趋势。
更多 
航空航天零件采用5轴CNC加工具有许多优势,这些优势有助于确保零件的高精度、高质量以及满足航空航天行业的严格要求。以下是一些采用5轴CNC加工航空航天零件的优势: 复杂几何形状: 5轴CNC加工可以在多个方向上移动工具,因此适用于制造复杂的几何形状,如叶片、涡轮叶片等,这些形状通常难以通过传统的3轴加工实现。高精度: 5轴CNC加工提供更多的自由度,允许在零件的多个面上实现更高的精度和表面质量。这对于航空航天零件来说至关重要,因为它们通常需要非常严格的尺寸和表面光洁度。减少设置时间: 5轴机床的多轴运动能力减少了工件在加工过程中需要重新夹持的次数,从而减少了设置和校准的时间。这提高了生产效率,
更多 





















