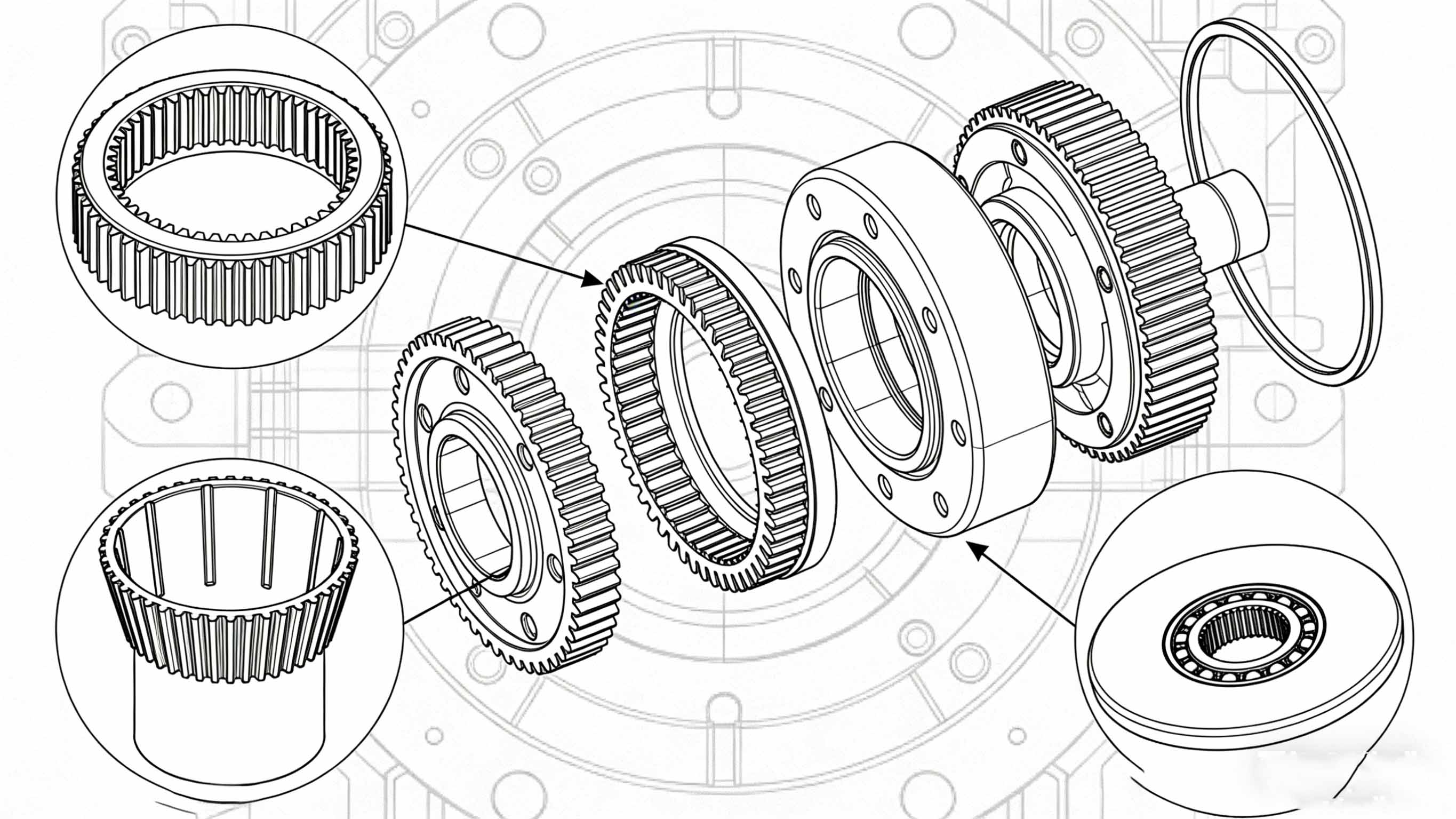
谐波减速器(Harmonic Drive)是工业机器人、人形机器人、航天设备等高端装备的核心传动部件。它以体积小、重量轻、传动比大、精度高、零背隙等优势,成为机器人关节的理想选择。然而,谐波减速器的制造难度极高——其核心零件刚轮、柔轮、波发生器的加工精度直接影响减速器的寿命、效率和运动平稳性。本文将深度解析谐波减速器三大核心零件的精密加工工艺与技术难点。目录谐波减速器工作原理与精度要求刚轮加工:内齿圈的精密成型柔轮加工:薄壁杯形结构的极限挑战波发生器加工:椭圆凸轮与柔性轴承材料选择与热处理工艺核心工艺能力支撑聚诚精密的角色:机器人关节部件专家谐波减速器工作原理与精度要求图1:谐波减速器由刚轮、
更多 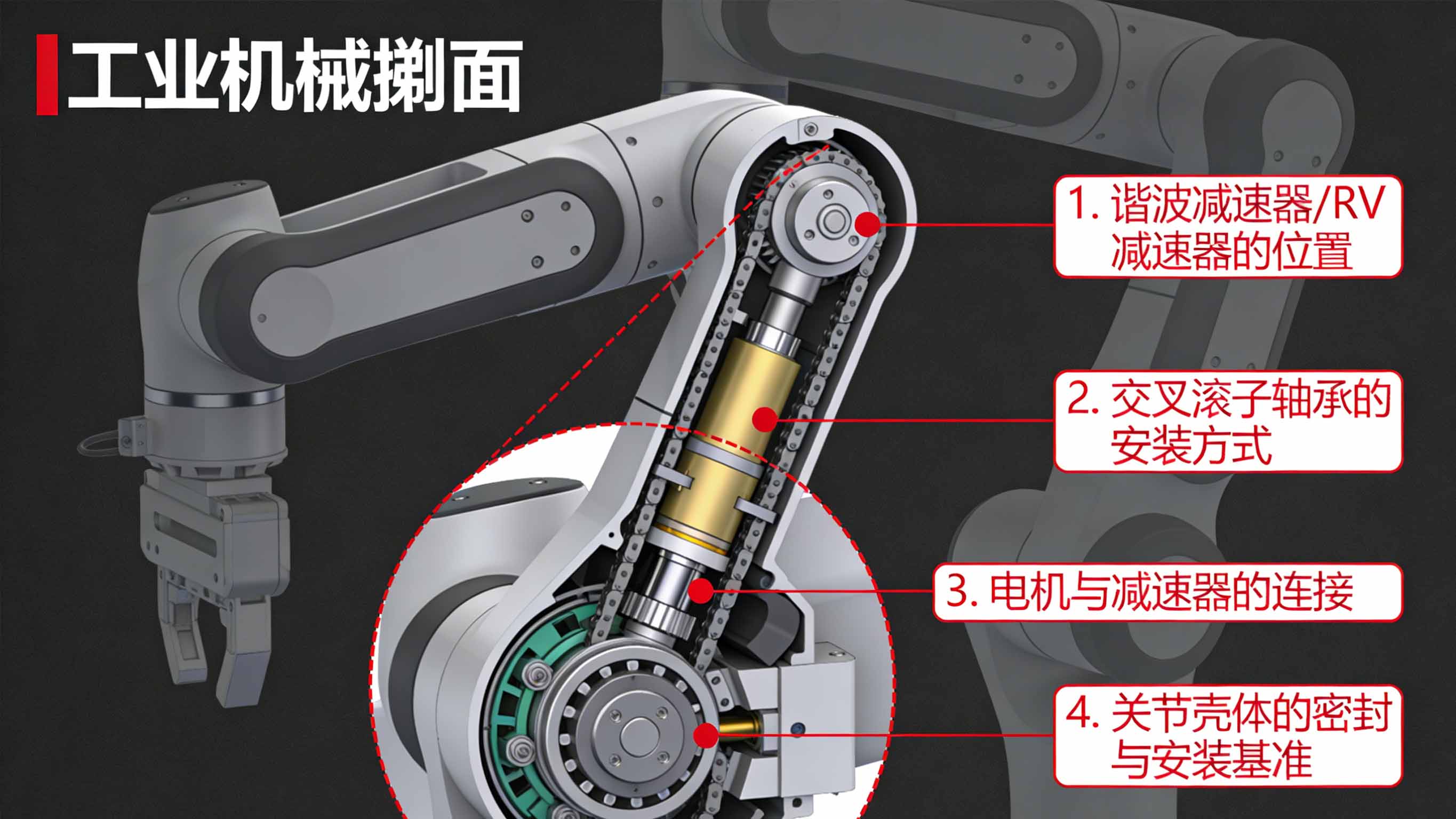
机器人关节是工业机器人、协作机器人及人形机器人的核心运动单元,其性能直接决定了机器人的精度、速度、负载能力和使用寿命。一个典型的机器人关节集成了减速器、轴承、电机、编码器、制动器等多种部件,需要在狭小的空间内实现精密传动与可靠支撑。CNC精密加工是制造这些核心部件的关键技术。本文将深度解析机器人关节各核心部件的精密加工工艺与技术难点。目录机器人关节的组成与技术架构谐波减速器加工要点RV减速器加工要点交叉滚子轴承加工关节壳体加工关节集成与测试聚诚精密的角色:机器人关节部件专家机器人关节的组成与技术架构图1:机器人关节是集减速器、轴承、电机、编码器于一体的精密机电单元核心部件减速器: 实现电机高转
更多 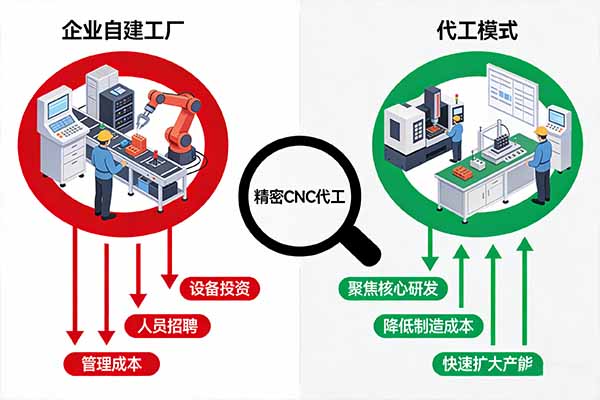
随着工业机器人、协作机器人、人形机器人的快速发展,机器人企业对核心零部件的需求呈现爆发式增长。然而,自建精密加工产线面临着设备投资大、技术门槛高、管理成本高、产能爬坡慢等现实挑战。越来越多的机器人企业选择将精密零部件外包给专业CNC代工厂,以聚焦核心研发与系统集成。本文将深度解析机器人零部件CNC代工的技术体系、服务模式与价值创造,为机器人企业选择代工伙伴提供参考。目录机器人零部件代工的核心价值可代工的机器人零部件类型代工服务的技术能力体系质量管控与交付保障代工合作流程与协同模式如何选择精密加工代工伙伴聚诚精密的角色:机器人零部件专业代工基地机器人零部件代工的核心价值图1:专业代工模式可帮助机
更多 
人形机器人被誉为下一代智能终端,其核心零部件的自主化程度直接影响产业发展速度和成本结构。近年来,在技术攻关和产业协同的双重推动下,谐波减速器、RV减速器、伺服电机、传感器及精密结构件等关键领域的国产化进程持续加速。本文从技术维度解析人形机器人核心零部件的国产化现状、工艺突破与产业配套能力。目录核心零部件分类与技术架构谐波减速器:传动精度与薄壁加工技术RV减速器:高刚性结构的关键工艺伺服电机与驱动系统:功率密度与热管理编码器与传感器:高精度感知的技术门槛结构件与壳体:轻量化设计与精密加工产业现状与技术趋势精密加工能力对国产化的技术支撑核心零部件分类与技术架构图1:人形机器人核心零部件按功能分为传
更多 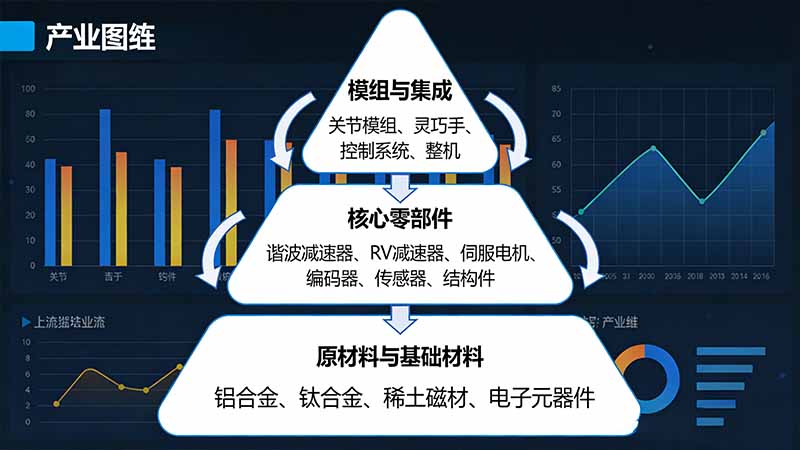
人形机器人被誉为继计算机、智能手机之后的下一个颠覆性终端,其产业化进程高度依赖于完整、高效的供应链体系。与工业机器人不同,人形机器人对核心零部件的性能要求更高——体积更小、精度更高、重量更轻、集成度更强,这对供应链各环节提出了前所未有的技术挑战。本文从技术维度系统解析人形机器人供应链的层级结构、核心部件类型、关键工艺特征及产业分布,为理解这一新兴产业的生态格局提供技术视角。目录人形机器人供应链层级结构核心零部件供应链解析基础材料与精密加工供应链模组化趋势与集成供应链供应链地理分布与产业生态供应链技术挑战与发展趋势 人形机器人供应链层级结构 图1:人形机器人供应链
更多 





















